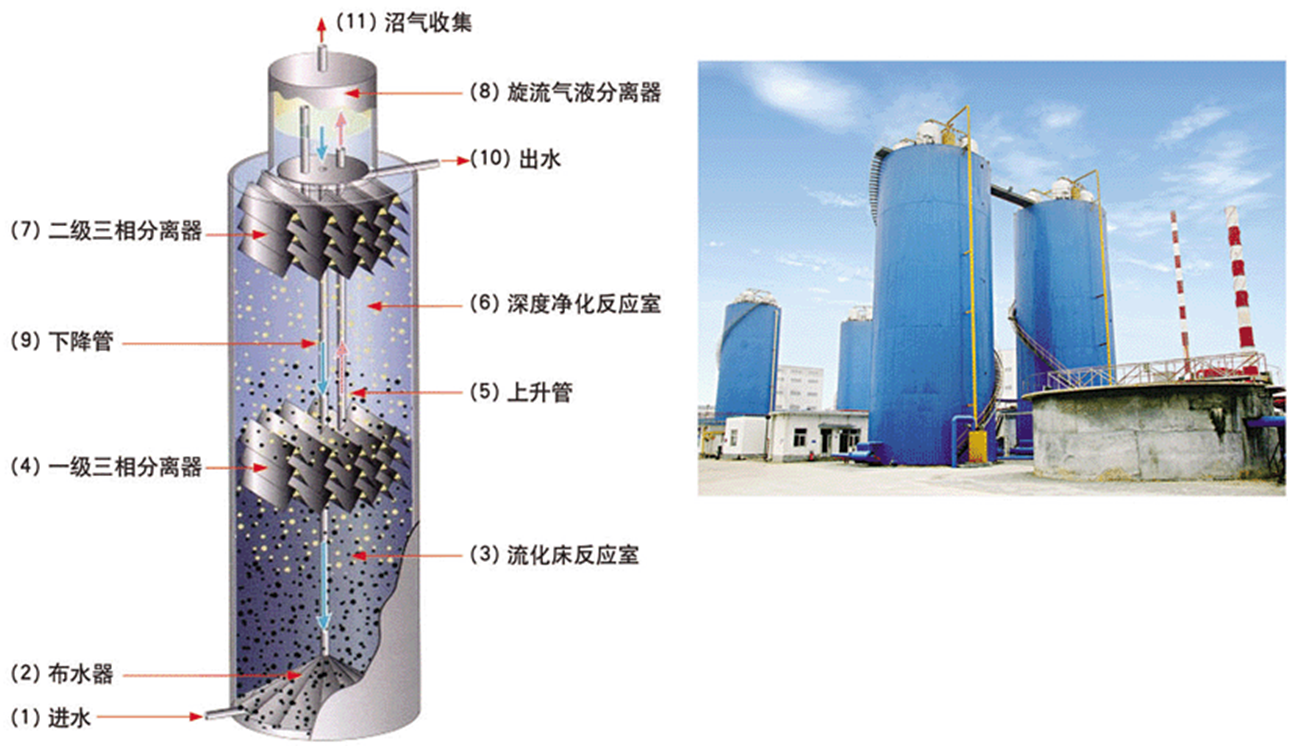
IC厌氧反应器顶部为污泥沉降区,有机物已基本去除的废水中的少量悬浮物在本区内进一步进行沉降,保证IC厌氧出水水质达到规定要求。
IC厌氧反应器,其主要的控制参数有以下内容:
1、PH值:反应器进水PH值要求控制在6.5~8.0之间,过低或过高的PH值都会对工艺造成巨大的影响,其影响主要体现在对厌氧菌(主要是产甲烷菌)的方面,包括:
①影响菌体及酶系统的生理功能和活性
②影响环境的氧化还原电位
③影响基质的活性。产甲烷菌的这些性质功能遭到破坏后,处理COD的活性就会大大的降低。

2、温度:反应器进水温度要求控制在35.5~37.5之间,因为产甲烷菌大多数都属于中温菌,在这个范围内,其处理效率是很高的。温度高于40℃时,处理效率会急剧下降;建议也不要低于35℃,温度过低,处理效率也会下降很多。
3、预酸化度:废水进入厌氧反应器之前要保持足够的预酸化度,一般在30%~50%之间,建议是在40%左右。预酸化度高的情况下,VFA高,进水PH值会降低,为调解PH值,会增高污水处理的运行费用,同时还会影响污泥的颗粒化。
4、有毒物质:对厌氧颗粒污泥有抑制性作用的有毒物质主要是H2S和亚硫酸盐。H2S的允许浓度为小于150㎎/L,否则可能会使大部分产甲烷菌降低50%的活性;亚硫酸盐的允许浓度是小于150ppm,否则将会导致一半的产甲烷菌失去活性,所以一定要严格控制这两样有毒物质的含量,对其进行定期的检测。
5、容积负荷率:厌氧反应器具有很高的容积负荷率,操作手册上为16~24㎏COD /m3/d,而一些学者认为其容积负荷率还可以更高可达30~40㎏COD /m3/d,但是这个数值的短期内变化幅度建议不要过大,就是说要让厌氧菌有一定的适应时间,逐步增加或降低负荷。如果条件可以,尽量使其负荷率在一个范围之间,趋于稳定的状态。

6、上升流速:IC厌氧反应器的上升流速一般在4~10m/h, 当污水的进水COD值浓度较低时,需要提高流量来增加COD的负荷率,较高的上升流速会有助于颗粒污泥与有机物之间的传质过程,避免了混合不均匀对设备的影响。
7、污泥菌种的成分:厌氧污泥中具有处理污染物能力的就是细菌等有机物质,菌群的组成及菌种的成分决定了其颗粒强度、产甲烷活性及对污水的适应能力。一般来说,污泥中有机物的成分占70%左右,污泥外部菌种主要为丝菌。
Copyright © 2002-2023 明基环保设备 版权所有 备案号:鲁ICP备15025745号-1
15963635951